Efficient heat exchange solutions: Tank Heaters, Suction Oil Heaters, Double Pipe Mono/Multitube Exchangers
At Casinghini Heatex, we offer a broad range of Heat Exchange solutions designed to maximize efficiency and meet diverse industrial needs. These include Suction Oil Heaters, Double Pipe Mono/Multitube Heat Exchangers, and Tank Heaters. Below is a breakdown of the key components:
-
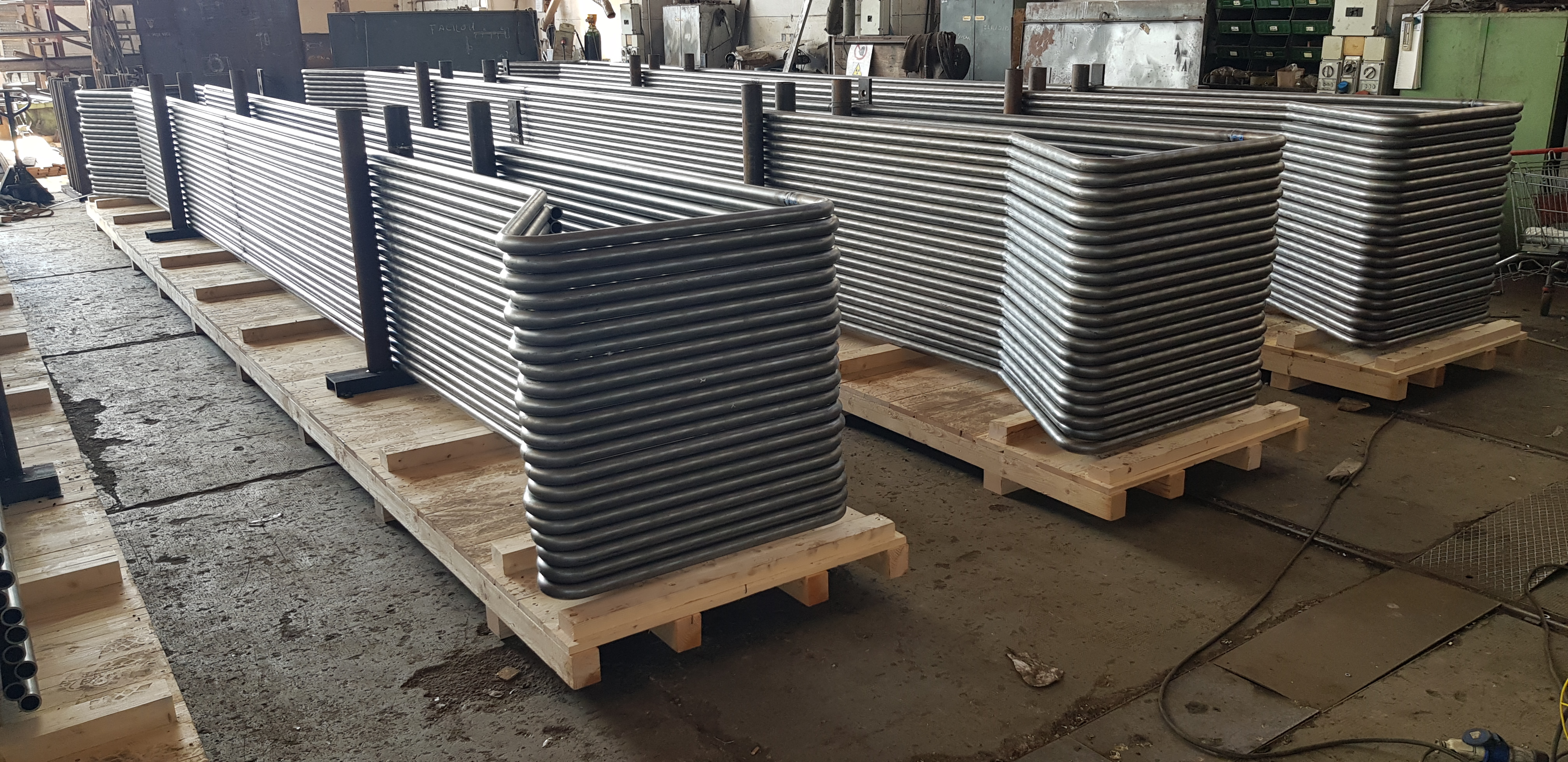
Tank Heaters
For over 50 years, we have specialized in manufacturing tank heating elements for both land and marine installations. Our TANKERHEAT finned heating coils are used across various industries such as power plants, refineries, tank farms, and sulfuric acid plants. These heaters are known for their innovative design and exceptional efficiency, offering key advantages over traditional tube systems, including:
-
Increased heat exchange surface per linear meter of tube.
-
Reduced installation time and overall costs.
-
Fewer welded joints, minimizing leakage risks.
-
TANKERHEAT THMA
This model features square finned tubes, mechanically expanded to ensure high heat transfer efficiency. It is commonly used in environments that demand reliability and consistent performance.
-
TANKERHEAT THHF
This variant includes spiral finned tubes with helicoidally welded steel fins. The welding process ensures high heat transfer, certified by third-party authorities. Ideal for industries requiring durable and efficient heating solutions.
-
Vertical Tank Heaters HXT
Designed for tanks with smaller diameters and greater height, particularly sulfur storage tanks, these vertical finned heaters provide a large heat exchange surface relative to their size. The finned tubes, produced in-house, offer excellent thermal performance.
-
TANKHEATERS THLF
-
Suction Oil Heaters
-
Double Pipe Mono/Multitube Heat Exchangers
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}